








Упаковочное оборудование
Для возможности использования данного материала имеется стретч-упаковочная машина горизонтального типа с термоусадочным туннелем, который можно не использовать при работе на обычных стретч ПВХ пленках.
Модельный ряд:
- производительность до 60 упаковок в минуту
- производительность до 120 упаковок в минуту
- производительность до 150 упаковок в минуту
- ширина подложки до 180 мм, до 210 мм, до 260 мм
- высота подложки до 30 мм, до 60 мм, до 90 мм
- высота продукта до 80 мм, до 100 мм, до 140 мм
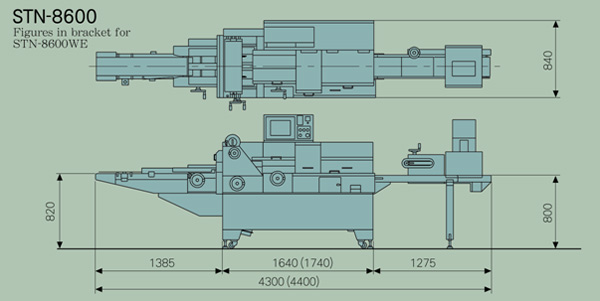
Модель: STN-8600
ВЫСОТА ПОДЛОЖКИ: высота: от 15 до 60 мм, ширина: от 80 до 210 мм, длина: от 100 до 400 мм
ВЫСОТА ПРОДУКТА: от 5 до 80мм
ШИРИНА ПЛЕНКИ: 220-550мм
ПРОИЗВОДИТЕЛЬНОСТЬ: от 30 до 120 упаковок в минуту – автоматически подстраивается под подачу продукта
Производительность не зависит от размера продукта и типа упаковочного материала.
УПАКОВОЧНЫЙ МАТЕРИАЛ: ПВХ, ПЭ, ПО стретч-пленки
ТИП ПОДЛОЖЕК: вспененные, блистерные
ТРЕБОВАНИЯ: 380 Вт/ 3 фазы / N + E / 50 Hz, потребление 6КВт (с туннелем) или 2,5 КВт (без)

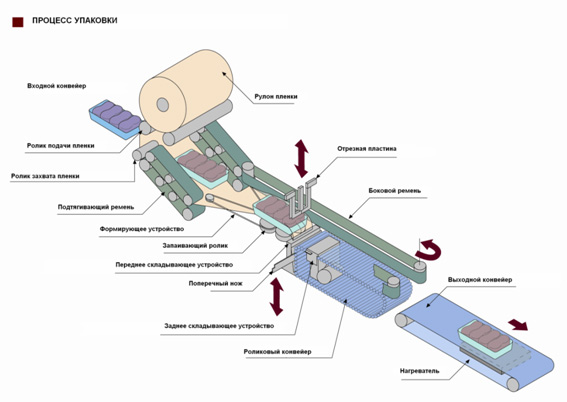
Схема оборудования:
Принцип работы оборудования основан на горизонтальном типе упаковочных машин:
- продукт на подложке поступает на ленточный транспортер с любыми интервалами.
- направляющие корректируют положение подложки перед подачей на входной конвейер упаковочной машины, где расстояния между подложками регулируется за счет разницы скоростей по датчику продукта через промежуточный транспортер
- пленка подается сверху как на обычной горизонтальной машине, поступает в зажимы и растягивается в поперечном направлении: заправка первого рулона осуществляется путем протаскивания пленки по длине машины с автоматическим ее распределением по узлам; по окончанию пленки в рулоне машина автоматически останавливается, оставляя край пленки неиспользованным и следующий рулон заправляется простым соединением краев пленки
- на протяжении всего процесса подложка с продуктом поддерживается боковыми ременными направляющими (ширина 67мм), обеспечивая при этом максимально бережное отношение к подложке и ее плавное перемещение: начало движения подложки после остановки машины осуществляется без рывков и не отличает процесс ее перемещения от перемещения подложек в потоке
- пленка через складывающее устройство плотно оборачивает продукт с подложкой в продольном направлении по типу работы горизонтальных машин с образованием продольного шва парой горячих протягивающих роликов, где одновременно происходит дополнительная обтяжка продукта пленкой: сила натяжения регулируется в соответствие с качеством подложки и лимитируется только ее прочностью и свойствами пленки
- поперечный нож отделяет один продукт от другого путем разрезания пленки на заданном расстоянии от торцевых краев подложки: при отсутствии очередной подложки на входном конвейере, машина автоматически останавливается с верхним положением ножа
- торцевая закладка пленки осуществляется путем равномерного ее затягивания под дно подложки за счет вакуумного насоса: сила растяжения пленки в продольном направлении задается разностью скоростей размотки рулона и протяжки пленки, сила обтягивания подложки дополнительно регулируется силой вакуумного всасывания и подбирается под качество подложки
- готовая упаковка проходит стадию дополнительной подпайки на транспортере с тефлоновой лентой под регулируемым давлением прижимного устройства и через туннель, где в случае использования стретч-термоусадочной пленки, равномерно обдувается горячим воздухом.
Внешний вид упакованной продукции:
В результате получается прозрачная, глянцевая, упругая упаковка с продольным швом по дну подложки и двумя плотно сцепленными подворотами с торцов (торцевой шов отсутствует, все закладки видны только на дне подложки).

« Линии для упаковки продуктов на подложках в стретч-пленки с термоусадкой
« Возврат в упаковочное оборудование
